MIL-V-82444A(OS)
4.4.4 Test procedures
4.4.4.1 Inspection. The valve shall be subjected to the inspections,
prior to firing, detailed in 4.5.6.1 through 4.5.6.4.
*
4.4.4.2 Auto-ignition, low temperature. The valve (or sample squib)
shall be heated in air to a temperature of +170¯ F Ý2¯ F and maintained
at that temperature of 2 hours. The valve (or sample squib) shall not
fire. Thereafter, the valve (or sample squib) shall be capable of
meeting the requirements of 4.4.4.11.
4.4.4.3 Auto-ignition, high temperature. The valve shall be heated
O
in air to a temperature of +200¯ F Ý10 F and maintained at. that
temperature for 8 hours. The valve shall not fire. Thereafter, the
valve shall not be required to meet the operating characteristics:
4,4.4.4 Vibration, ready condition. The valve, in the ready condition,
shall be mounted in a manner equivalent to that shown in Figure 1. The
resonant modes in each of the 3 axes shall be determined by varying the
frequency of applied vibration slowly from 5 Hz to 500 Hz. The valve
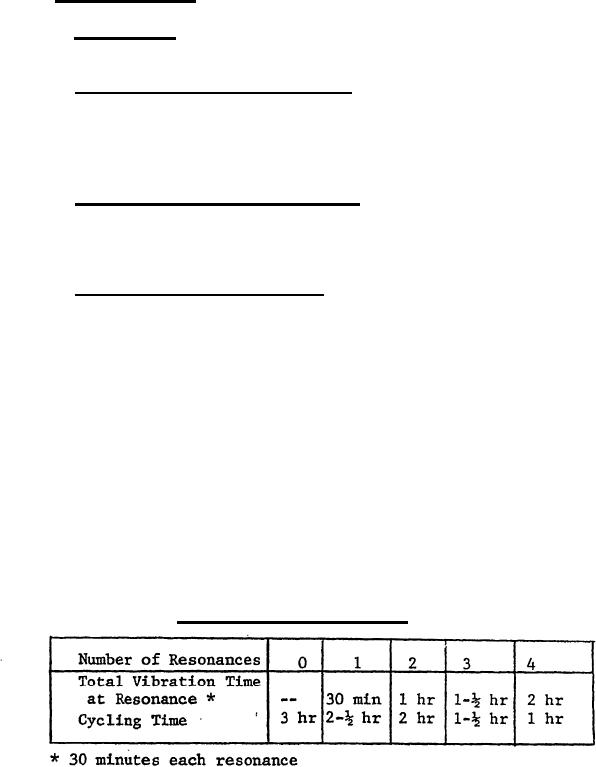
shall then be subjected to resonance and cycling vibration in each axis,
in conformance with the times shown in Table V. If more than 4 resonances
are encountered on any axis, the 4 most severe resonances shall be chosen
for the test. The resonant and cycling period, for each axis, shall be
divided into 3 equal parts, which are conducted at -450 F Ý50 F, room
temperature and +140¯ F Ý5¯ F respectively. For cycling, a logarithmid
frequency sweep rate shall be used if avaiable; otherwise, other cycling
rates of frequency change may be used. The sweep rate shall be such that
15 minutes actual vibration time is required to proceed from the lower to
higher and back to the lower extremity of frequency range in accordance
with the accelerations or double amplitudes defined in Table VI.
TABLE V
VIBRATION TEST SCHEDULE
10
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business